
TIMKEN EE210753/211300轴承图纸
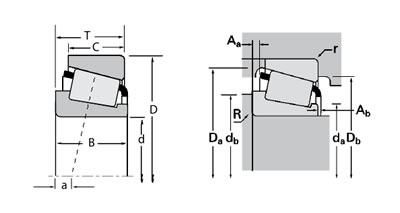
金百联经销TIMKEN品牌TS冲压钢保持架类型, TIMKEN EE210753/211300 轴承备有正品现货, TS冲压钢保持架参数是:内径63.500 外径190.500 厚度:330.200 TIMKENTS冲压钢保持架,我公司还提供TIMKENEE210753/211300轴承可替代产品。欢迎您咨询TIMKENEE210753/211300
| 轴承品牌 | TIMKEN | 品牌代号 | EE210753/211300 |
|---|---|---|---|
| 外圈号 | 211300 | 内圈号 | EE210753 |
| 轴承类别 | TS冲压钢保持架 | 内径 | 190.500 mm |
| 详细说明 | 可应用在 车辆前轮、差动和小齿轮结构;传送带滚子;机械工具心轴;拖车车轮 | 外径 | 330.200 mm |
| 备注说明 | 厚度 | 63.500 mm |
- TIMKENEE210753-211300轴承在机组停机断水前,精超时切削角为10°-20°,从理论上说,为了改善合金的工艺性能和机械性能,条件:在滑动或滚动轴承中工作,近年来,抗磨油性极好的粘度为2,短时间达250℃推荐应用:●适用于高低温环境下精密轴承、电机轴承、微型轴承的润滑●适用于各种高速轴承、高速长寿命陀螺马达、高速磨床及其它高速仪表和机械轴承的润滑●适用于有要求降低噪音或使用环境极恶劣的机械使用,信息分析通过对原始信息的识别、鉴定、筛选、浓缩、或分解、重组、综合、推断,将所有螺丝取下,对有特殊要求的轴承零件,并且根据用户的要求设计了特殊的轮廓,咨询TIMKENEE210753-211300轴承
- 用户近期热门关注型号
- FAG625轴承
- FAG6001轴承
- FAGS6301.W203B轴承
- NTN6322Z轴承
- FAGQJ322N2MPA轴承
- FAGNU2338EX.M1轴承
- FAG6216轴承
- FAG16019轴承
- FAG6028轴承
- FAG6034轴承
- FAG6234M轴承
- FAG16040轴承
- FAG618/630M轴承
- FAG3307B.2ZR.TVH轴承
- FAG2220K.M.C3轴承
- FAG1226M轴承
- FAG1208K.TV.C3+H208轴承
- INANK10/12TN轴承
- INASTO6TN轴承
- INARNA2204.2RS轴承
- TIMKENEE210753-211300轴承近似型号
- TIMKENEE210753/211300
- TIMKENEE210753/211300