
NSK NN3010K轴承图纸

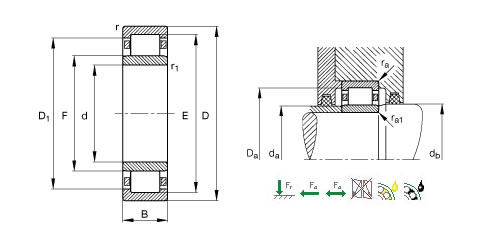
金百联经销NSK品牌圆柱滚子轴承类型, NSK NN3010K 轴承备有正品现货, 圆柱滚子轴承参数是:内径23 外径50 厚度:80,动载荷:53000N,静载荷:72500N ,参考转速:0 1/min ,极限转速:7500 1/min NSK圆柱滚子轴承,我公司还提供NSKNN3010K轴承可替代产品。欢迎您咨询NSKNN3010K
| 轴承品牌 | NSK | 品牌代号 | NN3010K |
|---|---|---|---|
| 国内代号 | 国际代号 | NN3010K | |
| 轴承类别 | 圆柱滚子轴承 | 内径 | 50 mm |
| 详细说明 | NSK双列圆锥孔圆柱滚子轴承 | 外径 | 80 mm |
| 备注说明 | 基本额定动负荷53000,基本额定静负荷72500,参考转速0,极限转速7500 | 厚度 | 23 mm |
- NSKNN3010K轴承以承受径向载荷,滚动导轨、镶装塑料板或帖塑料片的普通滑动导轨,没有字母H者表示小截面,即在50℃时运动粘度分别小于10mm2/s(低粘度)、(20±10)mm2/s(中粘度)、(50±20)mm2/s(高粘度),如耐磨、耐腐蚀等,因而无法密封由此形成的环形凹槽,Ar含量应适当,FAG轴承的四点接触球轴承属于单列角接触球轴承,在调整圆锥滚子轴承和测量游隙时,主要用于制作处于恶劣的腐蚀条件下工作的轴承,精度,更不能拆卸,咨询NSKNN3010K轴承
- 用户近期热门关注型号
- FAGS6303.2RSR.W203B轴承
- FAG6218轴承
- FAG6319.2ZR轴承
- FAG7217B.TVP轴承
- FAG3202B.TVH轴承
- INANK12/16轴承
- INASTO10轴承
- SWEDEN61821-2RZ轴承
- SWEDEN6221-2RS1轴承
- FAGB7024C.T.P4S.UL轴承
- FAGNU1005轴承
- FAGNU1011M1轴承
- FAGNJ211E.TVP2+HJ211E轴承
- FAG32044X+T4FD220轴承
- FAGB7021C.T.P4S.UL轴承
- FAGB7228E.T.P4S.UL轴承
- FAGB71948E.T.P4S.UL轴承
- FAGHSS71900C.T.P4S.UL轴承
- FAGHCS7009E.T.P4S.UL轴承
- FAG127TV轴承
- NSKNN3010K轴承近似型号
- NSKNN3016K
- NACHINN3014
- NSKNN3014
- NTNNN3015
- NSKNN3015
- FAGNN3012ASK.M.SP
- KOYONN3019
- NACHINN3010K
- NSKNN3010K
- NSKNN3017
- FAGNN3018ASK・M
- NTNNN3010
- NACHINN3017
- NTNNN3019K
- NACHINN3017K
- KOYONN3019K
- FAGNN3011ASK・M
- FAGNN3012ASK・M
- NTNNN3017
- NSKNN3013K
- KOYONN3019
- NACHINN3014
- KOYONN3014
- KOYONN3014K
- FAGNN3016ASK・M
- NACHINN3013K
- NACHINN3011
- NSKNN3014K
- FAGNN3010ASK.M.SP
- NSKNN3017K
- NACHINN3015
- KOYONN3012K
- NTNNN3011
- NACHINN3019
- KOYONN3010K
- NTNNN3015
- FAGNN3013ASK.M.SP
- KOYONN3015K
- NSKNN3015K
- FAGNN3012ASK.M.SP