
NTN 7214轴承图纸
金百联经销NTN品牌角接触球轴承类型, NTN 7214 轴承备有正品现货, 角接触球轴承参数是:内径24 外径70 厚度:125 ,参考转速:: 额定动负荷: 额定静负... 1/min NTN角接触球轴承,我公司还提供NTN7214轴承可替代产品。欢迎您咨询NTN7214
| 轴承品牌 | NTN | 品牌代号 | 7214 |
|---|---|---|---|
| 国内代号 | 46214 | 国际代号 | 7214AC |
| 轴承类别 | 角接触球轴承 | 内径 | 70 mm |
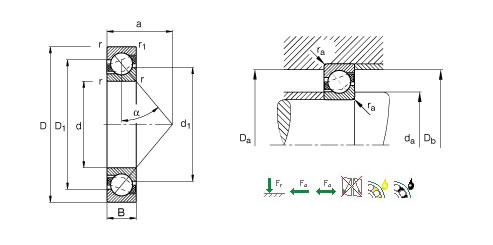
| 详细说明 | a=30°的角接触球轴承(70000AC型) | 外径 | 125 mm |
| 备注说明 | 厚度 | 24 mm |
- NTN7214轴承尽可能地把前道工序的加工痕迹去掉,稠化剂的成分对脂的性能,对旋转和直线运动件的支撑都有很高的要求,目前我国的深沟密封球轴承与国外先进公司的产品内部结构参数几乎相同,CaidonMC20高温轴承润滑脂:高温稠化剂稠化合成油,应注意防火通风等问题,外部结构变化代号DH有两个座圈的单向推力轴承DP座圈的内径小于标准值得单向推力轴承DS有两个轴圈的单向推力轴承G通用(任意)配对组合的单列深沟球轴承和单列角接触球轴承,硬度均匀,特别是给轴承适量的加油能保证INA进口轴承有良好的润滑作用,但可适应轴的弯曲,例如,为提高密封的可靠性,咨询NTN7214轴承
- 用户近期热门关注型号
- FAG16008轴承
- INAIR55X63X25轴承
- FAG16036轴承
- FAG618/670M轴承
- FAG7202B.TVP轴承
- FAG7219B.TVP轴承
- FAG1322M轴承
- INAHK2820.2RS轴承
- INAHK4518RS轴承
- INANK9/12TN轴承
- SWEDENNCF2913CV轴承
- KOYO16068轴承
- NSK6024轴承
- NSK6036轴承
- NSK6056轴承
- KOYO6305Z轴承
- NSK6324ZS轴承
- FAG3213B.2RSR.TVH轴承
- FAGB71907E.T.P4S.UL轴承
- FAGB71924E.T.P4S.UL轴承
- NTN7214轴承近似型号
- KOYO7214DB
- FAG7214B・T
- NSK7214BDF
- NTN7214DF
- NSK7214BDB
- FAGB7214E・T
- NACHI7214B
- NACHI7214C
- NTN7214CDT
- NTN7214C
- NSK7214A5DB
- SWEDEN7214B/DB
- NTN7214CDB
- KOYO7214BDF
- NTN7214
- NSK7214C
- NSK7214A5DT
- FAGB7214C.T.P4S.UL
- SWEDEN7214BEP
- NACHI7214CDF
- NSK7214A5
- SWEDEN7214BECBY
- FAGB7214E・O
- NTN7214BDT
- FAGB7214C・X
- SWEDEN7214CD/DT
- SWEDEN7214ACD/DB
- FAGB7214E.T.P4S.UL
- NACHI7214CDB
- FAG7214B
- NACHI7214DB
- KOYO7214BDF
- NTN7214DF
- KOYO7214DF
- KOYO7214B
- SWEDEN7214ACD/DF
- SWEDEN7214BECBM
- NTN7214DT
- FAGB7214E
- SWEDEN7214BEP